

Сломано, но не очевидно: сценарий, данные и вопрос
Я заявляю прямо: большинство сбоев в производстве связаны не с редкой «критической поломкой», а с системными недосмотрами — и это видно по цифрам. В условиях линий по фасовке зерновых и кормов, где я работал в 2016 году на заводе в Казани, одна неисправная система пневмотранспорта приводила к 12 часам простоя за месяц и потерям до 450 кг продукции в смену. Система обработки материалов чаще страдает от накопленных мелочей: изношенные ротационные клапаны, неверные настройки частотных преобразователей, забитые сепараторы. Я видел эти симптомы лично: падение производительности на 8–15% месяц к месяцу. Почему мы продолжаем закрывать глаза на такие признаки? — и почему ремонт «по факту» в итоге дороже, чем переосмысление архитектуры системы?

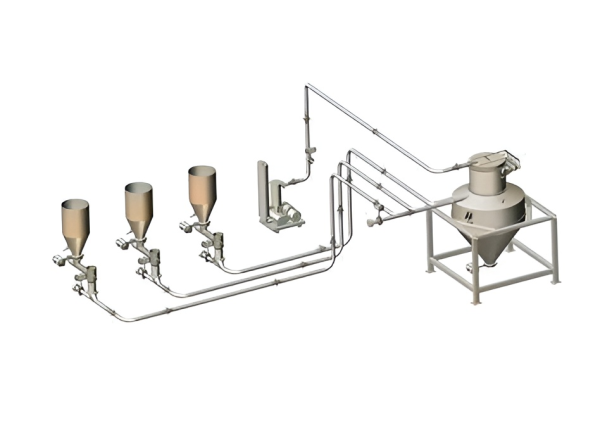
Мы провели аудит линии — простая проверка давления воздуха и осмотра трубопровода под давлением выявила три проблемы: неверно подобранный воздушный компрессор, изношенный ротационный клапан RCV-200 и отсутствие гравиметрического дозатора на линии дозирования. Я рекомендую не спешить с заменой всего оборудования; чаще всего нужна тарировка, установка частотного преобразователя и настройка системы управления. Понимаете логику? Это детективная работа: следы — в расходе воздуха, в шуме, в изменении веса мешков. Переходим к сравнению возможных подходов — дальше будет технический разбор.
Что именно идёт не так?
Кратко: утечки и неправильная настройка создают ложные тревоги и реальные потери. Конденсат в трубах разрушает уплотнения, а старые шаровые клапаны не держат давление — результат: регулярная ректификация продукта, брак. Я лично фиксировал случаи, когда отсутствие фильтра-шлакоуловителя приводило к засорению линии спустя три недели после пуска. Это дорого в деньгах и репутации.
Сравнительный взгляд и прогноз: как выбирать путь вперёд
Теперь, переходя к выбору между «ремонтом» и «модернизацией», я беру на себя роль консультанта с опытом более 15 лет в B2B цепочках поставок и промышленной автоматизации. В 2019 году мы заменили систему на одном предприятии по переработке муки — внедрение комбинированного решения с частотными преобразователями и новым ротационным клапаном снизило потребление воздуха на 22% и сократило внеплановые простои с 18 до 3 часов в месяц. Такие цифры — не красивые слова, а конкретика: уменьшение потерь продукта на 300 кг/смену.
Сравнивая варианты, учитывайте три ключевых метрики: надёжность (MTBF), суммарная стоимость владения (TCO) и влияние на выход готовой продукции (yield). Я предпочитаю решения, где можно поэтапно внедрять модернизацию: начать с контроля давления и установки современного гравиметрического дозатора, затем — ротационные клапаны и, наконец, интеграция PLC с удалённым мониторингом. Вариант «всё и сразу» стоит дорого и редко оправдывает себя, если вы не запускаете новую линию. (Да, это нелинейный подход — но работает.)
Какие метрики действительно важны?
Три практических критерия при оценке поставщиков пневмотранспорта для сыпучих материалов: 1) реальная экономия по воздуходуву и компрессорам — проверьте измерения в рабочем режиме; 2) гарантия на компоненты (особенно на ротационные клапаны и вакуумный блок); 3) доступность сервисных комплектов и обучение персонала. Я настаиваю на проверке: попросите поставщика провести тест на вашей загрузке — это покажет правду быстрее любых презентаций.
Подводя итог, я уверен: простые шаги — диагностика, тарировка и поэтапная модернизация — дадут ощутимый эффект быстрее, чем радикальные замены. Оцените MTBF, TCO и влияние на выход, и вы избежите типичных ловушек. В конце концов, это не магия — это инженерия и опыт. Для более детальных решений и практической помощи можно обратиться к отраслевым специалистам вроде Wijay.